Ein Blick hinter die Kulissen: Unsere Schleifverfahren

Wenn es um Schleifverfahren im Werkzeugbau geht, ist Denis unser Mann für alle Fälle!
Er hat euch in sein Arbeitshabitat mitgenommen und zeigt euch verschiedene Schleiftechniken wie das Spitzenlos Schleifen, Außenrundschleifen oder Honen.
Ein richtiger Macher, der euch den Beruf eines Werkzeugmechanikers über diese spannenden Aufnahmen näher bringen will.
Spitzenlos Schleifen

Beim spitzenlos Schleifen werden zylindrische Werkstücke zwischen einer rotierenden Schleifscheibe und einer Regelscheibe bearbeitet. Das Werkstück liegt dabei auf einem Lineal auf, das für die genaue Positionierung sorgt, während die Scheiben sich in entgegengesetzte Richtungen drehen.
Dank dieser Technik bleibt das Teil stabil an Ort und Stelle. Ideal zum Bearbeiten von Auswerfern, Stempeln oder auch Werkstücken, die einen Vorschliff brauchen.
Planschleifen

Beim Planschleifen liegt der Fokus der Oberflächenverarbeitung eines Werkstücks.
Hierbei wird das Werkstück fest in ein Futter gespannt, damit die Planseite bearbeitet werden kann. Damit stellen wir sicher, dass der Außendurchmesser im perfekten 90°-Winkel zur Planseite steht. So schaffen wir nicht nur ideale Voraussetzungen für das spätere Drehen, sondern können auch die exakte Länge des Bauteils definieren.
Innenrundschleifen

Beim Innenrundschleifen fährt ein Schleifkörper in die Bohrung. Das Ziel ist es, die Bohrung exakt in Maß und Oberflächenqualität (z. B. zylindrisch oder konisch) herzustellen. Dabei drehen sich sowohl das Werkstück, welches im Futter eingespannt ist, als auch der Schleifkörper im Gegenlauf.
Somit ist das Schleifverfahren perfekt dafür geeignet, auch größere Bohrungen zu bearbeiten, und kommt am häufigsten bei beispielsweise Matrizenmänteln, Stauchmatrizen und Kopfscheiben zum Einsatz.
Kreuzschleifen
Beim Honen, allgemein auch bekannt als Kreuzschleifen, kommt es auf die Bearbeitung von Bohrungen in unseren Werkzeugen an.
Mithilfe von gezieltem Druck und Bewegung bearbeiten wir nicht nur die Oberfläche der Bohrung, sondern bringen das Bauteil gleichzeitig auf das exakte Fertigungsmaß. Somit erreichen wir:
- Exakte Innenmaße für perfekte Passungen
- Gleichmäßige Oberflächenstruktur für optimale Funktion
- Minimalen Materialabtrag bei maximaler Präzision
Außenrundschleifen
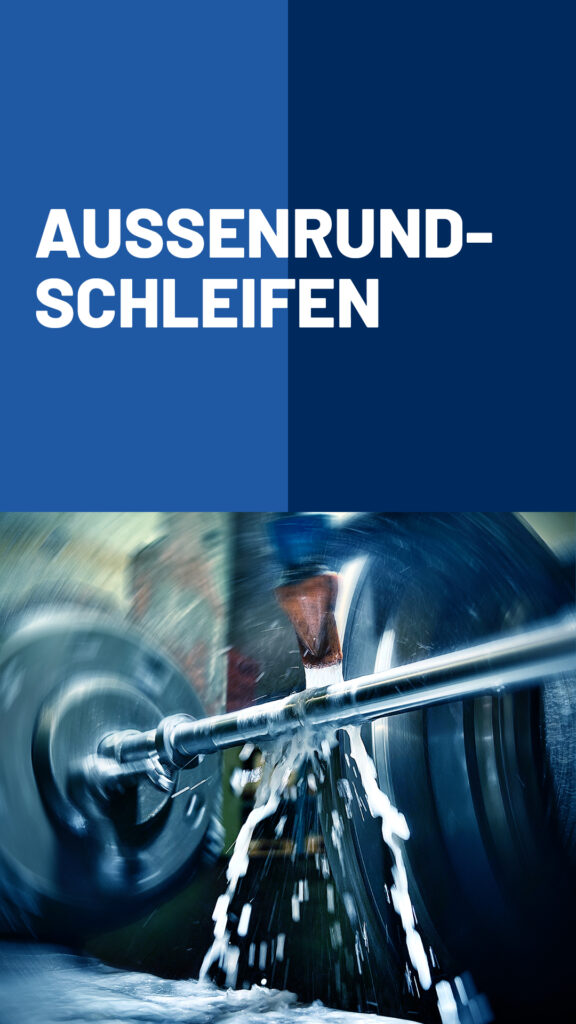
Beim Außenrundschleifen geht es um das Feintuning am Außendurchmesser. Egal ob zylindrisch oder konisch.
Das Werkstück wird zwischen zwei Spitzen eingespannt. Dabei wird die Mantelfläche durch das Zusammenspiel von rotierender Schleifscheibe und Werkstück perfekt bearbeitet. Für extra Stabilität sorgen Zapfen, die am Werkstück stehen gelassen werden. Bei einer Bohrung wird ein Dorn aufgepresst und nach dem Schleifvorgang wieder entfernt.
Flachschleifen
Beim Flachschleifen werden ebene Flächen an unseren Werkteilen mit höchster Genauigkeit bearbeitet, damit glatte Oberflächen entstehen.
Hierbei wird das Werkstück in ein Schleifwerkzeug eingespannt, in welchem es von oben oder auch nur von einer Seite bearbeitet werden kann. Das Schleifwerkzeug übernimmt dabei eine Schnittbewegung, während das Werkstück die Vorschubbewegung ausführt.
Je nachdem, wie das Werkstück eingespannt wurde, kann dabei sowohl die Höhe, als auch die Breite bearbeitet und geschliffen werden.